黛杰促销产品解析
DIJET 2020-03-20
模具切削加工业界,不断地在追求如何能缩短制造周期。粗加工的高效率化,最有效的方法是提高每单位时间的切屑排出量。为了能在大悬长的不稳定切削状态下亦能实现大切屑排出量,机夹式低切削阻力的高进给加工成为主流。近年来,两面可使用的负角型高进给刀盘的新产品推出不少,但排屑良好的正角型刀具的需求仍然很多。
模具加工中,无法避免大悬长加工一些深腔。使用外部风冷,进行切屑处理的加工机器仍然还有很多,在风冷困难的型腔加工中,切屑容易滞留型腔,而滞留的切屑会挤伤刀具,使刀具寿命、加工精度受影响恶化。
制造现场利用切削加工来提高生产效率,就需要寻求稳定的高效率加工。在每个单位时间内切屑排出量大的高进给刀盘如需实现稳定切削,刀片的耐崩刃性、刀盘的刚性,都是实现稳定的大切屑排出性能的很重要的因素。
本文章将介绍兼备经济性、且可稳定实现大切屑排出量的高进给刀具【SKS-GⅡ】。

高进给刀具的加工中,需要生成大量的切屑,并迅速排出。这也致使型腔加工最容易出现生成的切屑堆积在型腔的底部,挤崩刀片的问题。为了防止这种情况,仅通过离心力将切屑排向外部是不够的,更需要将切屑向上排出。加大刀片的前角虽可增大推高切屑的力量,但也会使刀具的刃口强度变差。高进给刀具灵活运用了切削时生成的切屑弹性变形的效果,使切屑向上向外排出。
切削加工是切削对象物体的加工方法,产生的切屑在切削过程中经受压缩的弹性变形。当切屑离开工件时,它通过弹簧回弹作用,在接受压缩力的方向生成排屑的作用力。由于压缩力在垂直于切削刃的方向上起作用,所以它在高进给刀具中是向上倾斜的。然而,利用回弹力有效排出切屑,最重要的是生成的切屑需要保持合适的卷曲半径。因此,为了顺畅地排出切屑,需要稳定地生成适当卷曲形状的切屑,即使是切深量、进给产生变化时,切屑也不会受断屑槽的影响改变切屑向上流动的方向。
4刃型高进给刀具和3刃型、2刃型相比,从主切削刃到断屑槽底部的距离短,断屑槽的设计也更为考究。因此,与切削刃形状相匹配的柔缓的R圆弧刃形比直线刃形的压缩作用力更强、更容易通过弹性变形顺畅地排出切屑。
下面阐述经多次验证的切屑排出性的解析技术及实际加工事例。
图2,使用高速摄像头拍摄SKS-GⅡφ50的刀具在实际加工中切屑的排出状态。被加工材料是S50C,加工参数:Vc=150m/min、fz=1.5mm/刃、ap=1.5mm、ae=35mm。可看出切屑被大量地向上排出。由此,就不会发生切屑大量堆积的问题,同时在不影响刀具刚性的提前下对刀盘结构进行了结构分析优化。
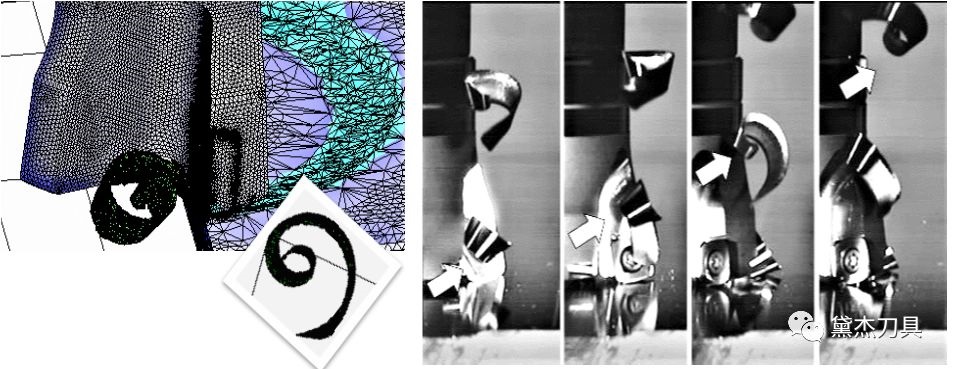
模拟的切屑解析及
实际加工(高速摄像)中的切屑排出性
1、切削阻力测评
切削预硬钢(NAK80)对加工时的切削阻力做比较测试。
刀具型号:SKG-5063R-10-22
刀片型号:SPNW100415ZTR
刀片材质:JC8118
加工参数:Vc=80m/min,
fz=1.5mm/t,
ap=1.5mm、
ae=40mm
顺铣、只装1片刀片试切
同等尺寸的正角型高进给刀具的切削阻力比较值如下图所示。黛杰SKS-GII刀具的切削阻力比A公司降低了5%、比B公司降低了7%。
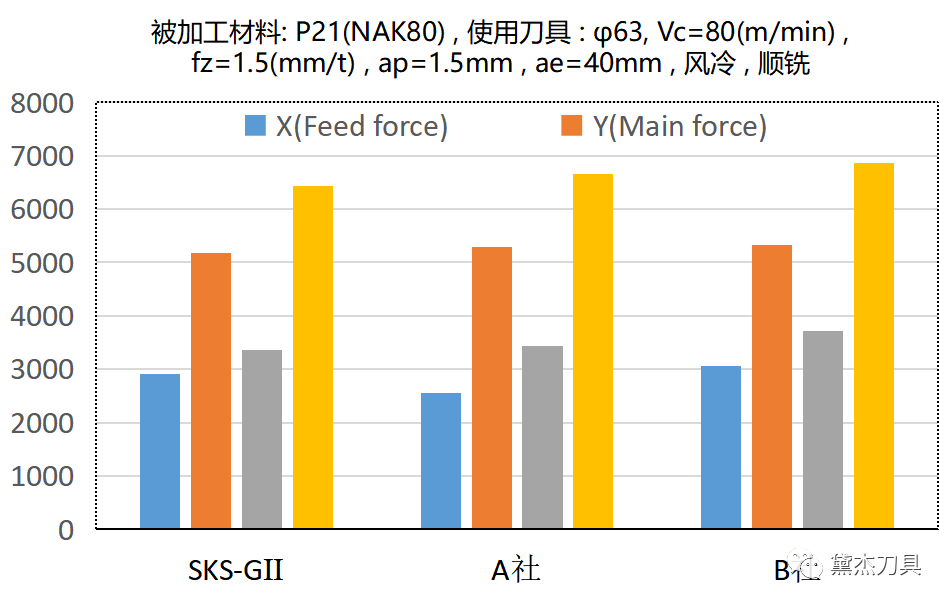
各公司刀具的切削阻力比较
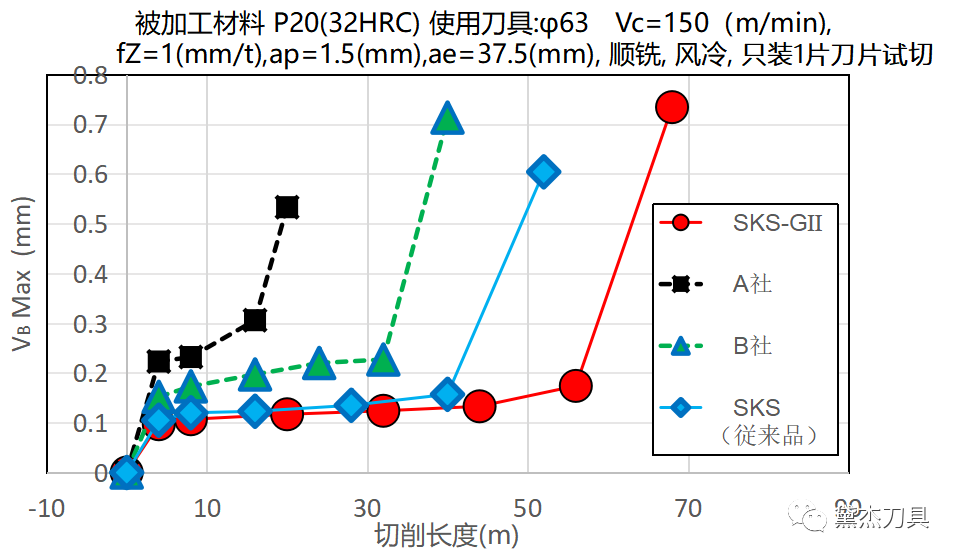
使用上述同样的刀盘及刀片,加工预硬钢(P20)的寿命测试结果。
加工参数:Vc=150m/min、
fz=1mm/t、
ap=1.5mm、
ae=37.5mm、
顺铣、只装1片刀片试切
黛杰SKS-GII刀具的寿命比A公司提高了1.8倍、比B公司提高了1.2倍。
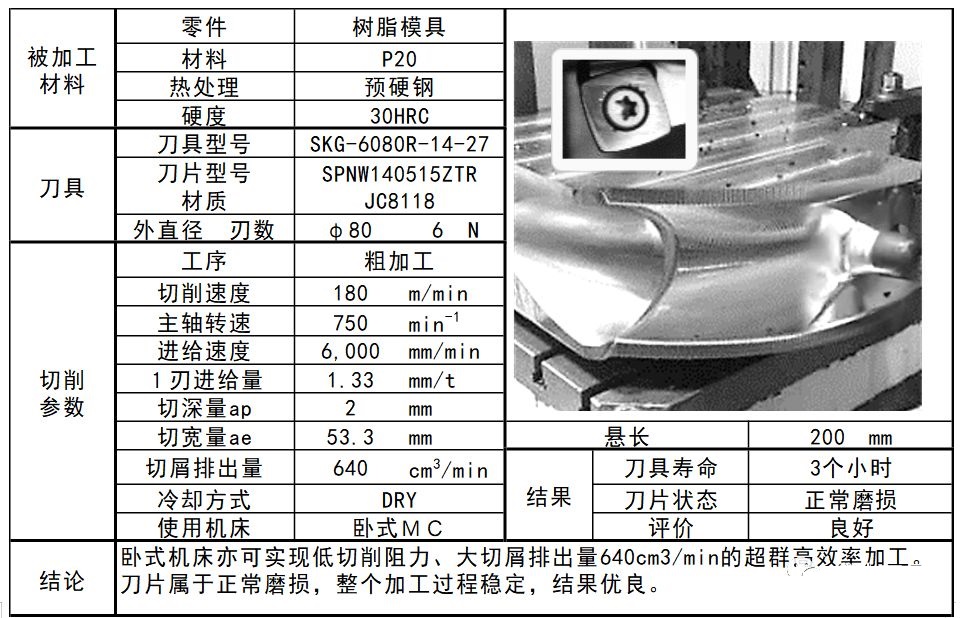
1、预硬钢的高效率加工事例
下图介绍的是在汽车大型零部件腔体部分用的塑胶模粗加工中,改善效率的加工事例。
现用正角型高进给刀具,由于加工中的振动大,无法满足加工要求,随后测试了黛杰的SKS-GII产品。现场切削阻力小,振动也很小,每单位时间内的切屑排出量(Q=640cm3/min)提高了1.5倍。刀片加工了350分钟后仍属于正常磨损,还可以继续使用。
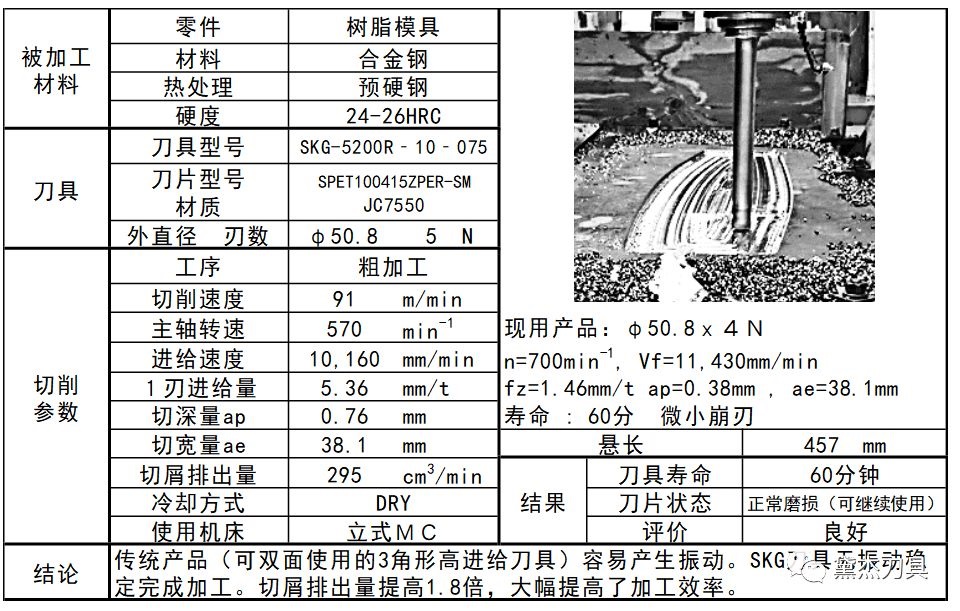
2、大悬长的深腔模具加工事例
在航空零部件的模具中,需要超大悬长的刀具进行粗加工。图7介绍的是改善加工效率及寿命的事例。现用的是可两面使用的三角形刀具。悬长与直径比L/D=9,在加工转角时振刀问题严重,效率无法提高。使用了SKS-GII后,振刀小,加工稳定、顺畅,每单位时间的切屑排出量提高1.8倍。同时,刀片无崩刃现象,加工稳定,寿命得到有效的延长。
以上给大家介绍的是SKS-GII的特点及性能等。近年来,可双面使用的刀具貌似很受欢迎,但在模具的加工中,超群的切屑排出量及加工的稳定性才是可以实际提高生产效率的重要因素。SKS-GII可以为用户更进一步的提高加工效率、满足用户更高的加工要求。同时,本产品近期正在促销中,请大家从速与黛杰工作人员取得联系,先到先得。